Polyphenylsulfone which is known as PPSU, PPSF or Radel depending on where you're from is a high performance 3D printing material that we produce at 3D4Makers. In advising clients we've noticed that a lot of them wish to use PEEK for their applications when PPSU will more than suffice.
PEEK is higher performance but much more expensive than PPSU. For many automotive and manufacturing applications PPSU is a very high performance material with high chemical and heat resistance. The material is also sterilizable and has a heat deflection temperature of 189°C. The material is ISO10993 compliant for medical applications and meets the European regulations EC No. 1935/2004, EC No. 2023/2006 and EC No. 10/2011 concerning plastic materials and articles coming into contact with food and is also compliant with the FDA (Food and Drug Administration) regulations for food contact.
Our users usually use PPSU for manufacturing end use parts especially for general industry and specifically for automotive parts, racing and research for automotive.
PPSU requires a higher print temperature than other materials. Depending on your printer it should be 360 - 400°C with a heated bed temperature of above 140°C.
This means that the material will in many 3D printers not work. A high temperature 3D printer is to be advised. Yes, it is possible to repurpose an existing printer for this application by upgrading the nozzle. However it is often difficult to do so well and especially for the long run. Electronics and other components will probably fail.
If you do wish to upgrade an existing printer to become a high temperature one then NASA has an excellent paper on how to do that. In the paper the NASA team explain how they convert a Lulzbot Taz to a high temperature printer. It is possible for you to do so as well.

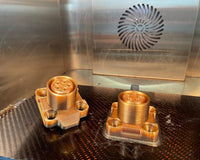
A PPSU (Radel, PPSF) 3D Print made on an aon3D high temperature 3D printer with 3D4Makers PPSU.
If you wish to buy a high temperature printer there are a number of options in the market today. We will make a further post at one point detailing the high temperature 3D printers on offer today.
With PPSU it is important to:
- Dry out the material pre-processing at 150 C for 3 hours.
- Make sure that you obtain proper crystallization in your 3D printed parts.
- Make sure that you have sufficient control over your entire build chamber temperature.
- If only your nozzle and build plate can be temperature controlled it will be difficult for you to obtain good results with PPSU.
Compared to other materials PPSU is rather difficult to print but we've found that it is a high performance material that can be used in a wide array of industrial applications.
You can purchase our PPSU FDM filament in the diameters 1.75mm and 2.85mm here.